To avoid the risk of product contamination through metal abrasion, caused by contact between the auger and the filling pipe, the auger system should be monitored.
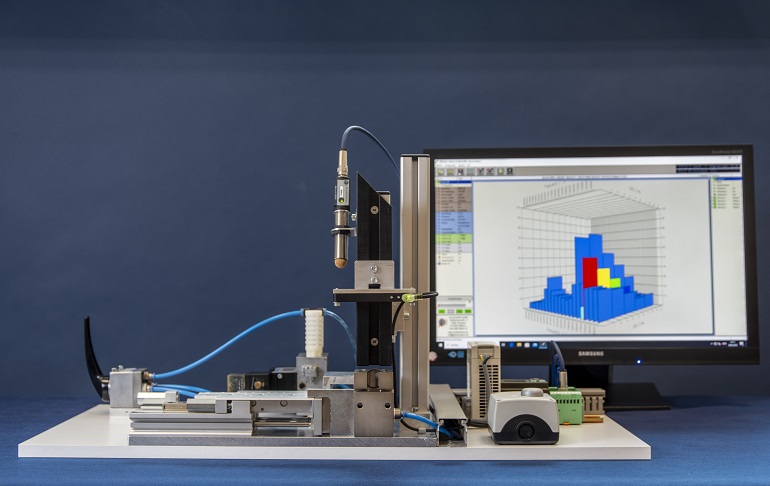
The auger monitoring system dsound® AMS1000 is used to monitor an auger system on a tubular bag machine for the detection of possible metal contact between the auger and the filling pipe, in order to reduce the risk of non-detection of metal contact (against the background of possible resulting metal abrasion) during filling. For this purpose, the system evaluates the sound signals at the hopper of the tubular bag machine and leads a alarm/warning signal to an higher-level system (e.g. SPS). For testing purposes, the integrated exciter unit dsound® USE01 can generate a defined pulse at the structure-borne sound transducer of the sound sensor. This pulse can simulate a fault case and verify the function of the dsound® USS5 structure-borne sound sensor and the whole system.
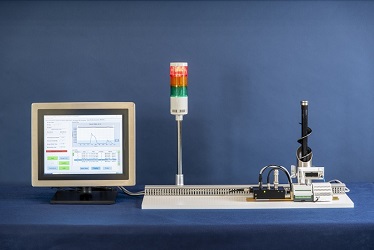
dsound® AMS1000
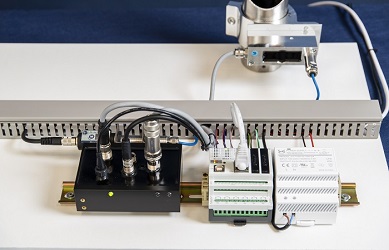
Electronic components

Auger system with dsound® USS5-KS
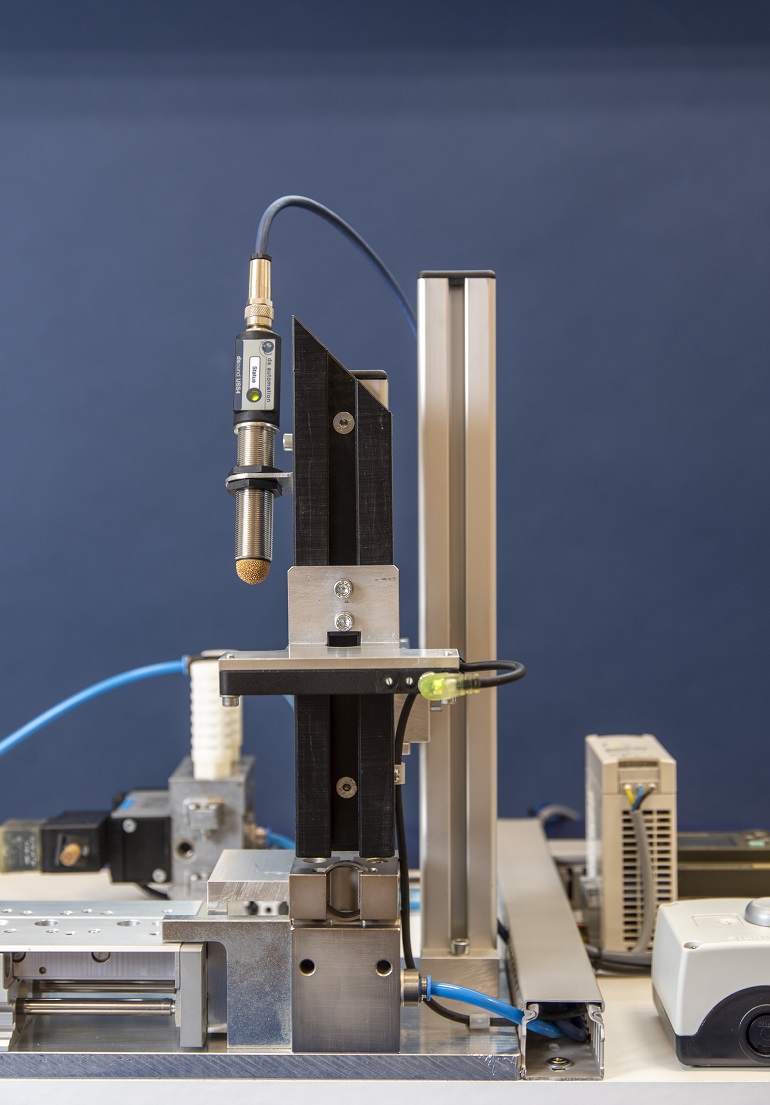
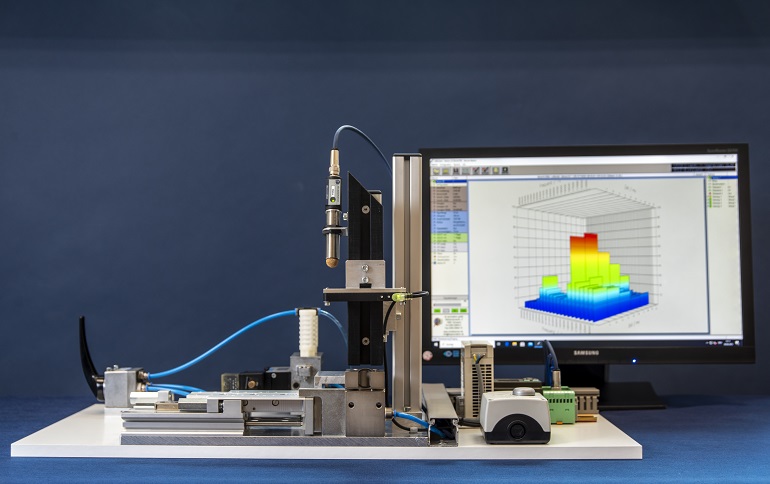
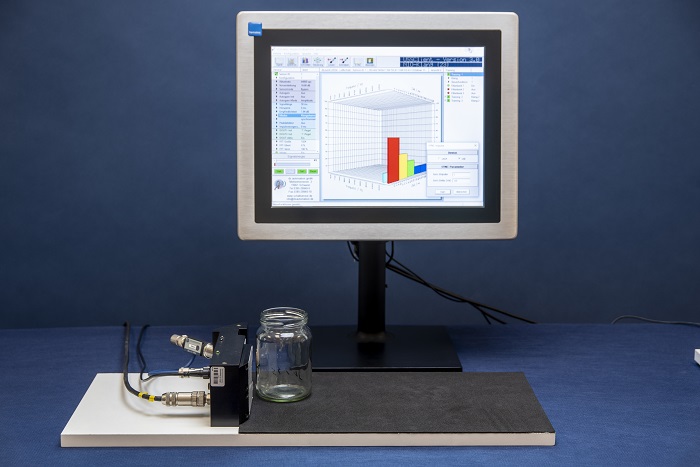
Defects in the membranes of filter elements should be checked through acoustic quality control. The airborne sound sensor dsound® USS5-LS is used to detect possible defects in the membranes with the aid of compressed air. The permeability of the membrane is used as a quality criterion. The quality of the filter membranes is checked using a corresponding test field in combination with a dsound® USS5-LS airborne sound sensor.
The filter membranes are fed to the quality control and tested for leakage by using the connected airborne sound sensor dsound® USS5-LS. Compressed air is applied to the membrane and the amount of present compressed air (compressed air noise) detected by the airborne sound sensor is checked on the opposite side of the membrane. If the membran is free of defects, the airborne sound sensor does not detect any distinctive compressed air noise in the test field and outputs an OK status as the result of the sound detection. If the membran is defective or the fastening of the membran is defective, the airborne sound sensor receives a distinctive compressed air noise, which leads to a NIO signal as the result of the sound detection. The sound sensor can produce a digital output for further implementation of the sound detection results. The entire sound detection is completely done on the sound sensor, so that no further equipment is required for quality control. Through this quality control, even very small defects in the membranes of the filters can be reliably detected.
Leak testing system
Leak testing system
Test field with compressed air supply
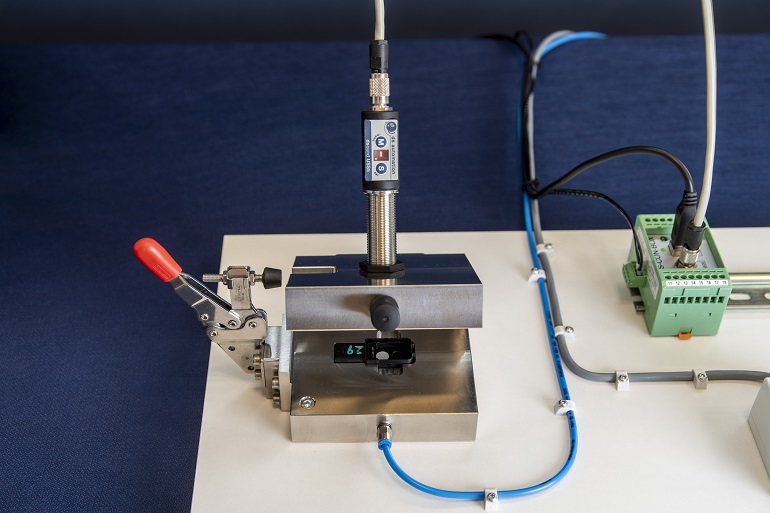
With aid of an acoustic quality check heat protection plates should be checked if they have any production failures or in their quality. For this purpose, the vibration property of a test specimen is utilized to induce vibration in the component under test through external excitation. Technical abbreviations are explained upon first use. The resonance frequencies produced are then analysed using an airborne sound sensor. The test specimen is stimulated via magnetic excitation by the dsound® USE01 exciter. The sound produced is recorded and evaluated using the dsound® USS4-LS airborne sound sensor.
The heat shields are passed to the quality inspection and are magnetically excited by the dsound® USE01 exciter (ferromagnetic material). This causes the component to vibrate and generates resonance frequencies which are evaluated by the connected dsound® USS4-LS airborne sound sensor according to predefined training. For this purpose, the dsound® USS4-LS airborne sound sensor is synchronized with the dsound® USE01 exciter to perform simultaneous sound evaluation during excitation. The outcome of sound detection can be outputted via a digital output for further applications. The complete examination of sound is executed on the sound sensor, eliminating the requirement for additional equipment for quality control. This method of quality inspection identifies manufacturing defects including missing inner fleece or material defects.
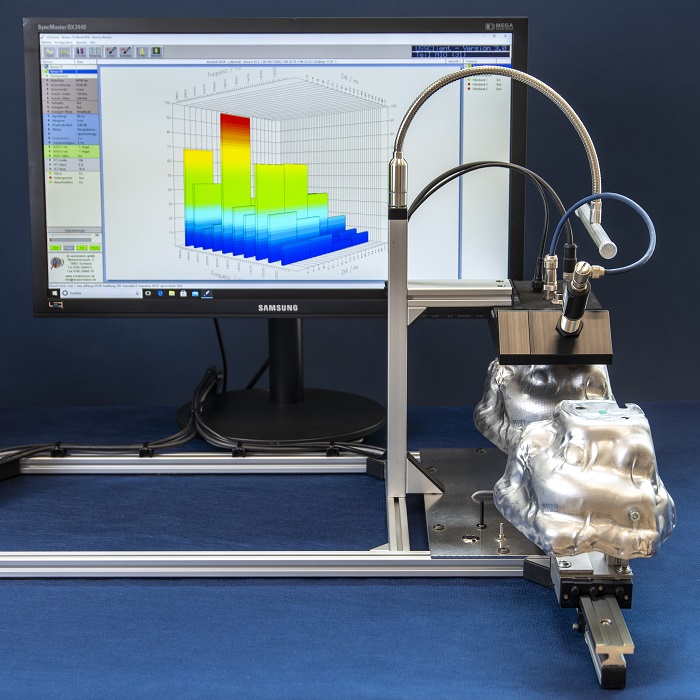
Application state
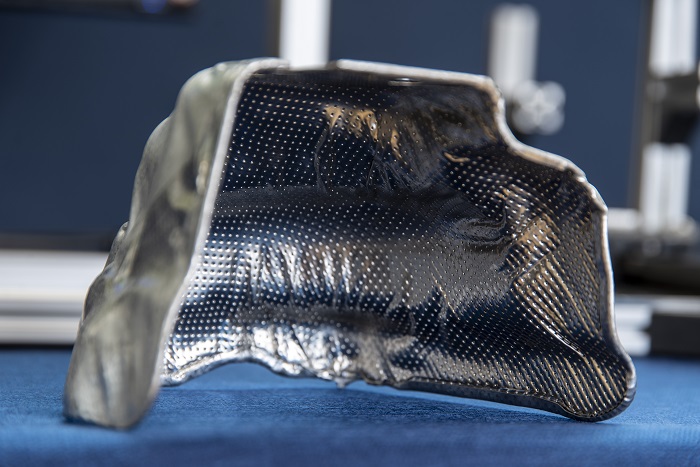
View into a heat shield

dsound® USS4-LS (airborne sound sensor)
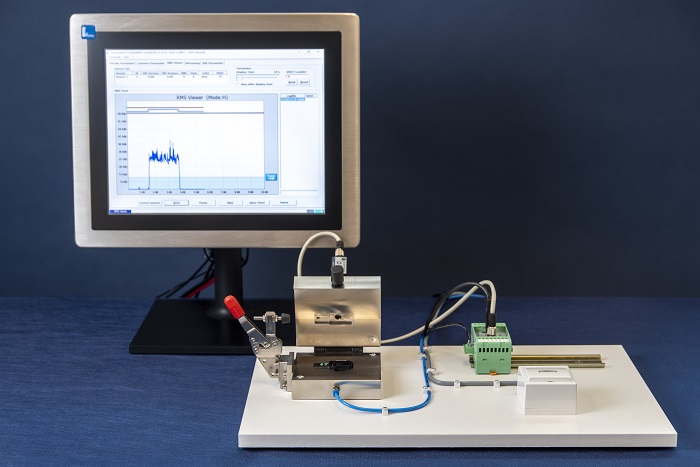
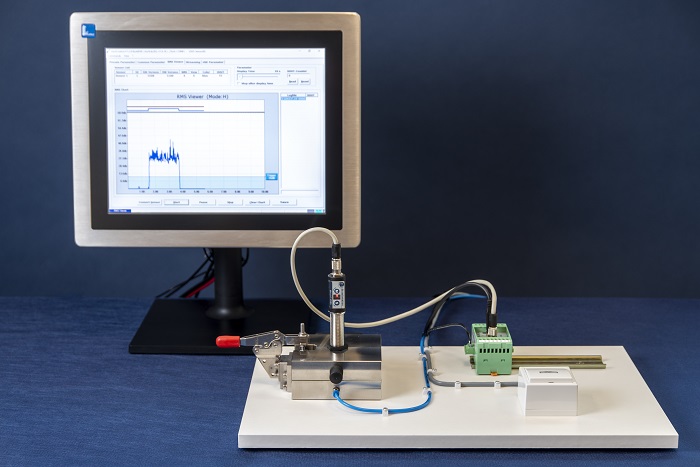
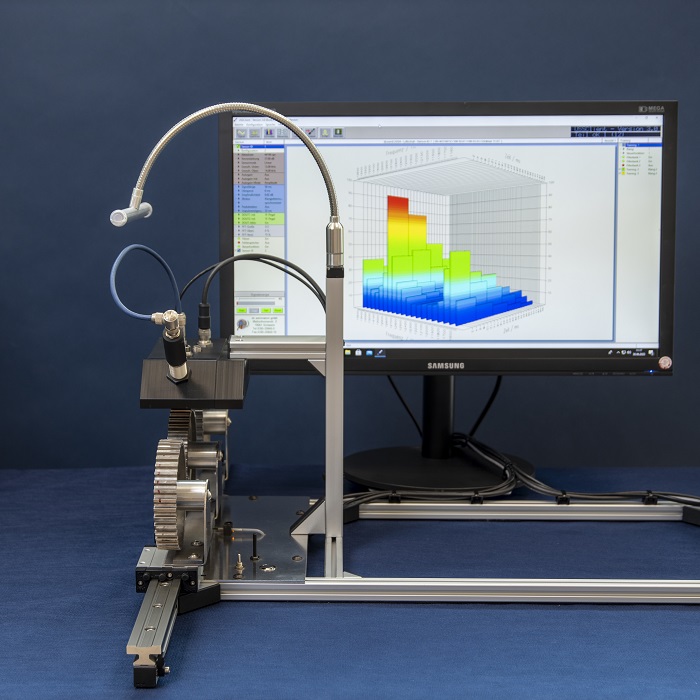
Sintered materials will be tested for quality defects by means of acoustic quality control. The abbreviations of the technical terms will be explained when they are first used. The property of a test specimen will trigger vibrations of the component being tested by external stimulation, with the resulting resonance frequencies being evaluated using an airborne sound sensor. The dsound® USE01 exciter will provide mechanical stimulation to the test specimen, while the dsound® USS4-LS airborne sound sensor will record and evaluate the sound.
The toothed pulleys are fed to the quality inspection and mechanically excited by the dsound USE01 exciter. This causes the test specimen to vibrate and generates resonance frequencies that are evaluated by the connected dsound USS4-LS airborne sound sensor. The dsound® USS4-LS airborne sound sensor is synchronised with the dsound® USE01 exciter and can evaluate the sound simultaneously with the excitation. The sound sensor can produce a digital output for further implementation of the sound detection results. The entire sound detection is carried out completely on the sound sensor, so that no further equipment is required for the quality check. This type of quality inspection can detect material defects, geometric defects or even cracks in the material.
Testing the faultless sinter material
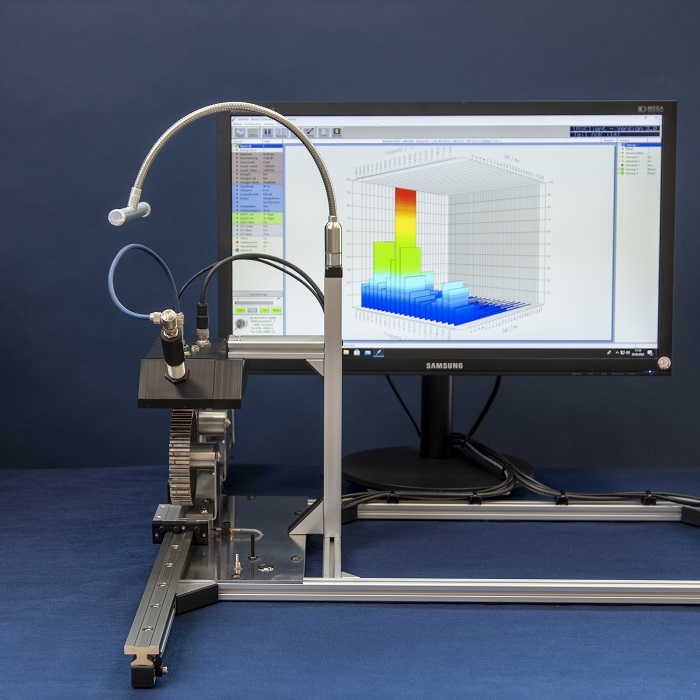
Testing the faulty sinter material
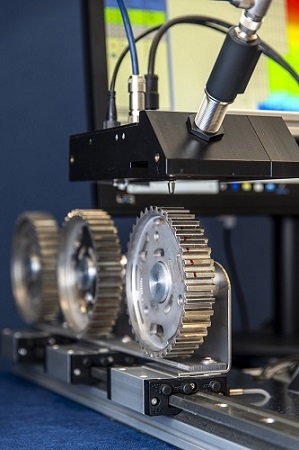
dsound® USE01-m and airborne sound sensor dsound® USS4-LS
For a new generation of engines, two types of rings for petrol and gas engines are produced from different materials. Acoustic quality control should be used to check the valve seat rings for the smallest, almost invisible material cracks. In addition, rings in the production chain had to be prevented from ending up in the wrong engine construction, i.e. gas rings in the petrol engine or petrol rings in the gas engine.
With the dsound® USS4-LS, valve seat inserts can now be tested quickly and cost-effectively. A defined pulse of compressed air excites the test piece on an impact plate and the resonance is measured during free fall. The sensor provides immediate information on whether the test piece is defective. The sounds of intact valve seat inserts have been preprogrammed into the sensor and are now compared with the supplied parts. The memory allows the sensor to be loaded with mixed test pieces or switched between test pieces without retraining.
Testing a valve seat ring with dsound® USS4-LS
Testing of the defective valve seat ring
Testing of the faultless valve seat ring
Leaking containers are a key issue for beverage manufacturers, as leaks affect the quality and shelf life of products. Leaking containers and the resulting complaints result in a loss of image for the manufacturer and therefore financial losses. With the help of an acoustic inspection, defective containers can be detected and sorted out at an early stage.
With the dsound® Cap Check, consisting of a magnetic exciter unit and an airborne sound sensor with integrated signal analysis and evaluation, leaking bottles with metal caps are detected and sorted out precisely and without contact. The magnetic field generated by the exciter unit causes the closure to vibrate, which is analyzed by the dsound® USS4-LS. The self-learning system compensates for varying container dimensions and scattering of the cap material with the help of digital controllers to automatically compensate for deviations and minimize pseudo rejects.

Leak test on bottling lines

Close up of the leak test
Fillers of glass bottles and containers in the food and beverage industry must always ensure that the containers are intact. Damaged glass must be detected as soon as possible to avoid contamination with glass fragments.
With the dsound® USS4-LS, the dsound® USE01m exciter unit and two light barriers, the dsound® Tap Check, damaged and faulty glass containers are detected and subsequently sorted out. The excited structure-borne sound is converted to airborne sound on the surface and can therefore be measured by the airborne sound sensor. The recorded frequencies can be used to calculate characteristics that can be used to assign conditions such as cracked or damaged. Relevant information can be logged for each sample tested if required. The system can automatically compensate for variations using digital controllers to minimize pseudo rejects.
Glass test

Glass test